三维微观形貌、粗糙度和微观结构怎么检测?它给您答案!
WM | RS-C 白光干涉测头(三维光学测头)
光学粗糙度测量
用于表面三维微观形貌,粗糙度和微观结构的测量与测试
在零部件生产过程中,除尺寸精度和位置偏差外,粗糙度也日益成为质量保证的核心问题。为确保零部件的密封特性、润滑特性、摩擦或磨损特性等,须对零部件表面的功能特性和结构进行检查。这样在三坐标测量设备上也能放大测量零部件表面的微观结构,并通过粗糙度参数表述其特性。
然而,由于计算方法的原因,现有的基于轮廓的粗糙度参数Ra和Rz仅提供有限的信息。因此,还必须从基于材料分布分析的测量数据中推导出基于功能的参数(例如Rk,Rpk和Rvk),同时还必须考虑三维参数(例如Sa或Sz)。后者由于采用了平面测量和优化的统计分析方法,与基于轮廓的接触式的测量原理相比,具有明显的优势。这是光学测头在工业应用中越来越受到认可的原因之一。

.png)
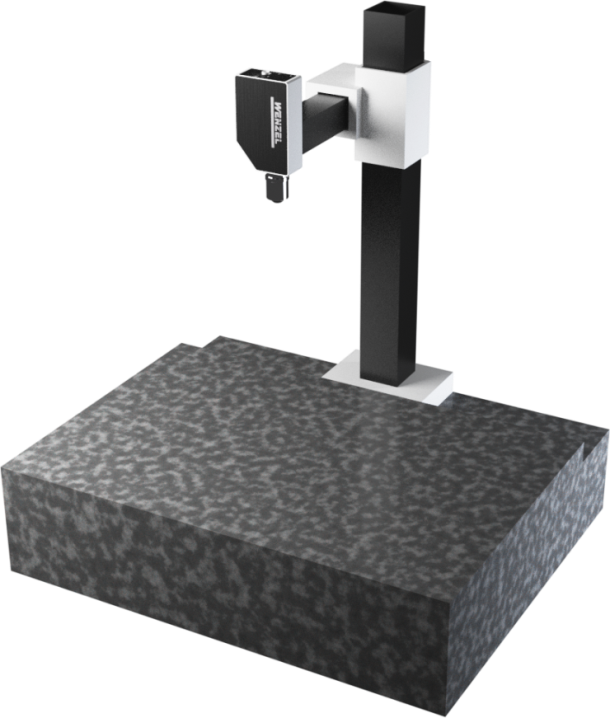
图1:用于测量粗糙度和微观结构的白光干涉测头 WM | RS-C 详细视图
为此,在三坐标测量设备中也考虑到了这种趋势,不仅需要检测形状和位置偏差,还要在自动测量过程中微观地分析表面质量。借助三坐标测量设备可以创建工件或制造工艺的三维坐标系,从而建立组件几何形状的坐标。温泽新型粗糙度测头WM | RS-C非常适合用于这里所述的应用领域。
对于微观形貌的无损光学测量,该测头具有独特的特点:WM | RS-C表面测量干涉仪具有全高清分辨率(1920 X 1080),将干涉仪的高垂直分辨率(纳米范围)与仅55nm的高横向分辨率(100X镜头)相结合。此外,也可以通过压电驱动器或外部执行器操作测头,并且可以光学分辨非常细微的微观结构,直至物理衍射极限。由于赫兹压力和轮廓形态过滤(2至5µm 的较大探针尖端半径所致),无法使用有损测量探针来检测这种精细结构。因此,该测头在许多应用领域将起到重要作用,例如对研磨、抛光、精磨或珩磨表面的测量。如今,该测头的应用领域已扩展到半导体技术、晶片生产、微观技术结构和医疗技术的应用中,甚至包括非常复杂的应用领域。由于采用平面测量原理,相对于接触式测量系统,该测头还可以对表面进行优化的统计分析。这一技术逐步应用到工业领域,甚至影响到粗糙度标准化等领域(例如三维粗糙度参数的标准化)。
WM | RS-C能够测量和导出微观形貌、点云和三角形的STL 网格,单次测量超过400万个三角形。测量数据可以在少于30秒的测量时间内提供。最后,基于这些测量数据,并根据DIN EN ISO标准进行二维和三维粗糙度分析,并导出粗糙度参数报告。
|
.png)
粗糙度标准:超细
|
.png)
深度设置标准(凹槽深度为75 nm的凹槽标准)
|
|
.png)
研磨铝
|
.png)
具有周期性结构的玻璃光栅尺
|
图2:使用温泽新型粗糙度测头WM | RS-C测得的微观表面示意图
WM | RS-C的另一个特点在于其通过优化光束路径而优化的尺寸大小:该测头的尺寸比一般智能手机要小,并且凭借其符合行业标准的千兆以太网接口,可快速、轻松地适配在现有的三坐标测量设备上。新的分析算法可确保即使机器在振动的环境下也可以进行测量,这有利于开发该测头在生产环境中的巨大使用潜力。这表明该测头也可以在诸如温泽LH系列、CORE系列的三坐标测量机上或车间区域的机器人手臂上进行操作。使用选配的三坐标测量设备适配件,还可以在微观形貌与机器或工件的坐标系之间建立全局坐标参考,从而使得在不同比例范围内的多测头应用成为可能。
除了技术方面,WM | RS-C的控制和分析软件也是测头实际应用中的另一个核心要素:该测头使用WM | PointMaster软件驱动,从而为数据采集和测头控制提供了专门的模块。此外,该软件还包括一个专门用于标准化分析表面粗糙度的测量和分析工具。该软件允许在表面交互定义轮廓截面和样条曲线。因此,粗糙度分析显著超出了纯粹线性分析的范畴。已实施的标准包括DIN EN ISO 16610(用于标准化过滤),DIN EN ISO 4287(用于计算粗糙度参数,例如Ra和Rz)和DIN EN ISO 13565(用于计算基于Abbott的参数,例如Rk,Rvk和Rpk)。此外,可以不受限制地分析测得的点云或STL网格(例如微表面)。
关于温泽
温泽集团是工业计量和造型解决方案领域的优秀供应商。温泽的产品包括配备了接触式和光学测头的三坐标测量机和齿轮测量中心、多测头系统、光学高速扫描系统和基于计算机断层扫描的三维 x 射线测量技术。除此之外,温泽还提供全面的测量软件,已被成千上万的用户用于零件的测量和分析。温泽的测量解决方案在汽车、航空航天、发电和医疗器械等众多行业中有大量运用。与此同时,我们提供的解决方案还支持在发电、电动汽车和增材制造等多个领域中的逆向工程、检测和分析。这些年来,温泽已经在全球安装了超过10,000台测量设备。其子公司和业务伙伴在50多个国家销售产品,并提供售后服务以满足客户需求。